|
||||||||
| |||||||||||||||||||||||||||||
| 制药设备 | ||
| 单冲压片机 | | | 5/7/9冲旋转式压片机 |
| 铁质旋转式压片机 | | | 花篮式压片机 |
| 中药制丸机 | | | 混合机 |
| 摇摆式制粒机 | | | 中药切片机 |
| 旋转式制粒机 | | | 荸荠式糖衣机 |
| 中药煎药机 | | | 半自动胶囊填充机 |
| 烤箱/蒸箱/炒货机 | ||
| 烤箱 | | | 蒸箱 |
| 炒货机 | | | |
| 输送设备 | ||
| 真空上料机 | | | 螺旋上料机 |
| 果蔬切片机 | ||
| 淮山切片机 | | | 木薯切片机 |
| 地瓜切片机 | | | 莲藕切片机 |
| 苦瓜切片机 | | | 萝卜切片机 |
| 土豆切片机 | | | 多功能切片机 |
| 其它设备 | ||
| 小型真空包装机 | | | 铝箔封口机 |
| 秸秆粉碎机 | ||
联系我们 |
|
|
售后服务 |
|
|
产品展示
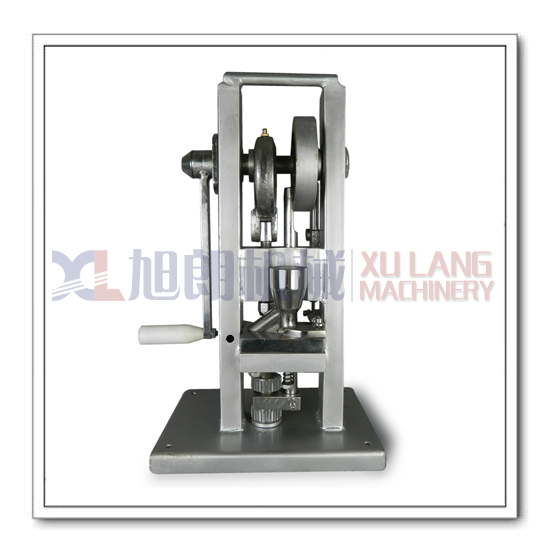
涡轮式单冲压片机 |
||


|
||
| 产品名称:涡轮式单冲压片机 |  |
|
| 详细说明: | http://www.xmxj999.com | |
适用范围:
本机主要用于制药、化工、食物、电子等工业部门,适用于小批生产、实验室、医院等部门压制药片、
触媒、糖片、钙片、咖啡片、粉末冶金、电子元件和各种农业化肥片剂等。它可压制各种异形,并可压 制双面刻有商标、文字及简单图形的片剂。
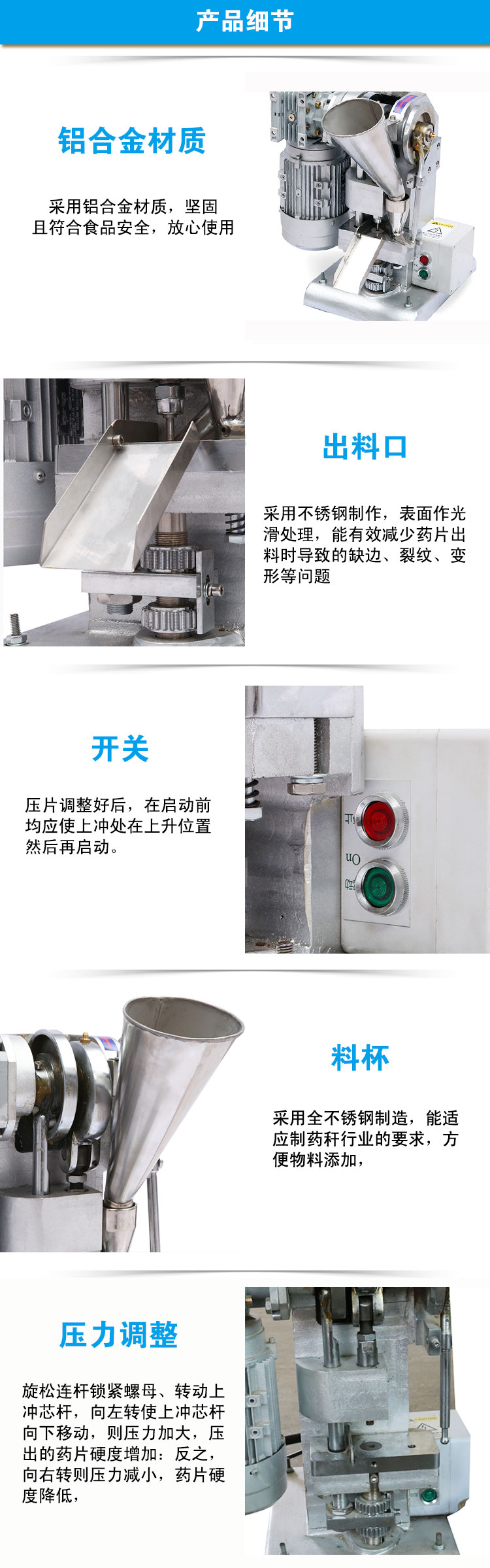
(1) 物料要干燥(越干越好) (2) 物料的均匀度要高(40-80目粒状物料最好) (3) 物料要有一定的粘性  机器特点:
1.将各种颗粒状原料压制成圆片及各类几何形状、双面刻有商标、文字及简单图形的片剂。
2.新款,增加了涡轮传动,没有传力皮带,噪音非常小,无电时可手摇压片。
3.装一付冲模,通过更换不同模具便可以压制不同形状大小的产品。
4.物料的充填深度,压片厚度均可调节,这样可以控制药片的重量。
5.噪音小,轻巧,操作方便,移动方便。
  安装和接线
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的体度约
600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯杆的位置还应有一个直径 约35毫米的孔。 2、接通电机源前先将电动机接好地线,以保安全。再卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是 否正确(电机轴的旋转方向应与大皮带轮轮上的箭头方向相同),若旋转方向不对,则另行接线,然后再把三角皮带 装好。 冲模的使用说明 1.冲模的安装: (1)安装下冲 旋松下冲固定螺钉,转动大皮带轮使下冲芯杆升到最高位置,把下冲插入下冲芯杆的孔中(注意使下冲杆的缺口斜面
对准下冲紧固螺钉,并要插到底)最后旋紧下冲固定螺钉。 (2)安装上冲
旋松上冲紧固螺母,把上冲插入上冲芯杆的孔中,要插到底,旋紧上冲紧固螺母。
(3)安装中模 旋松中模固定螺钉,把中模拿平放入中模台板的孔中,同时使下冲进入中模的孔中,按到底然后旋紧中模固定螺钉。
放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。 (4)用手转动大皮带轮,使上冲缓慢下降进入中模孔中,观察有无碰撞或摩擦现象,若发生碰撞或摩擦,则松开中模 台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到 上冲头进入中模时无碰撞或摩擦方为安装合格。 2.出片的调整 转动大皮带轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松
蝶形螺丝,松开齿轮压板转动上调节齿轮,使下冲口面与中模平面相齐,然后将压板按上,旋紧蝶形螺丝。 至此,用手转动大皮带轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
3.充填深度的调整(即药片重量的调整) 旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻),反
之充填深度增高(药片重量增大)。调好后将齿轮压板按上,旋紧蝶形螺丝。 4.压力的调整(即药片硬度的调整) 旋松滚花螺钉,向下调节偏心轮铜套,则压力加大,压出的药片硬度增加;反之,向上调节则压力减小,药片硬
度降低,调好后旋紧滚花螺钉,将偏心轮铜套锁紧即可。 至此,冲模的调整基本完成,再启动电机试压十余片,检查片重、硬度和表面光洁度等质量如合格,即可投料生产。 在生产过程中仍须随时检查药片质量,及时调整。 5.冲模的拆卸 (1)拆卸上冲 旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头梭刃。
(2)拆卸中模 旋松中模固定螺钉。旋下下冲固定螺钉,旋松蝶形螺丝,松开齿轮压板。转动调节齿轮使下冲芯杆上升约十毫米,
轻轻转动大皮带轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬 顶,以免损坏机件。这时须拆下中模台板再取出中模。 (3)拆卸下冲 先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升至最高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出
(注意不要损伤冲头棱刃)。 (4)冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升至最高位置时,其顶端不高于 中模台板的底面随可(这一步不要忽略,以免再次使用发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。 
|
||
|
[下一个产品:手摇式单冲压片机]→ | |



| 相关产品: |
|
|